What is Paper?
Through various web searches, we could not arrive at a conclusive definition of Paper. However the definition found on Wikipedia seemed the most appropriate, Paper is a thin sheet material produced by mechanically and/or chemically processing cellulose fibres derived from wood, rags, grasses or other vegetable sources in water, draining the water through fine mesh leaving the fibre evenly distributed on the surface, followed by pressing and drying.
A Brief History
Whilst the first uses of paper has always been for communicating and writing. In the ancient civilizations we used to write on barks of wood, Clay blocks, textiles, calf skin, amongst other mediums to communicate and preserve their history.
Paper is accredited to be invented in China by Cai Lun, in AD 105, During the rule of the Han Dynasty. The original form of paper is said to have been manufactured using barks of trees, hemp, rags of cloth and fishing nets. The process launched paper into common use.
In the second century CE, paper began to change. It became stronger, thinner, and more commonly and cheaply produced. Most of the earliest kinds of paper, up to and including Cai Lun’s had been made by beating fabric scrap to pulp with a mortar. The pulp was then poured into molds, which sat above tubs until the sheet set. This technique was slow, but so was the demand.
It wasn’t until the 1100’s, that’s when paper arrived to the west and not until 1800’s when paper could be produced using a continuous process. One person responsible for the invention of the said mill is Louis – Nicolas Robert from France. Louis, was granted the patent for continuous paper making machine in 1799.
At the time, Robert was working for Saint‐Léger Didot, with whom he quarrelled over the ownership of the invention. Didot believed that England was a better place to develop the machine. But during the troubled times of the French Revolution, he could not go there himself, so he sent his brother‐in‐ law, John Gamble, an Englishman living in Paris. Through a chain of acquaintances, Gamble was introduced to the brothers Sealy and Henry Fourdrinier, stationers of London, who agreed to finance the project. Gamble was granted British patent 2487 on October 20, 1801. The Fourdrinier machine used a specially woven fabric mesh conveyor belt (known as a wire, as it was once woven from bronze) in the forming section, where a slurry of fibre (usually wood or other vegetable fibres) is drained to create a continuous paper web. The original Fourdrinier forming section used a horizontal drainage area, referred to as the drainage table.
With the help of Bryan Donkin, a skilled and ingenious mechanic, an improved version of the Robert original was installed at Frogmore Paper Mill, Apsley, Hertfordshire, in 1803, followed by another in 1804. A third machine was installed at the Fourdriniers’ own mill at Two Waters. The Fourdriniers also bought a mill at St Neots intending to install two machines there, and the process and machines continued to develop.
Thomas Gilpin is most often credited for creating the first U.S cylinder type papermaking machine at Brandywine Creek, Delaware in 1817. This machine was also developed in England, but it was a cylinder mould machine. The Fourdrinier machine wasn’t introduced into the USA until 1827.

How is Modern Day Paper Manufactured?
However almost every paper mill in India and in the world is based on the Fourdrinier forming section. The Fourdrinier machine first gained prominence in 1801, in Britain. Whilst the press section and the drying section varies, the broad process remains the same:

Paper Making Process

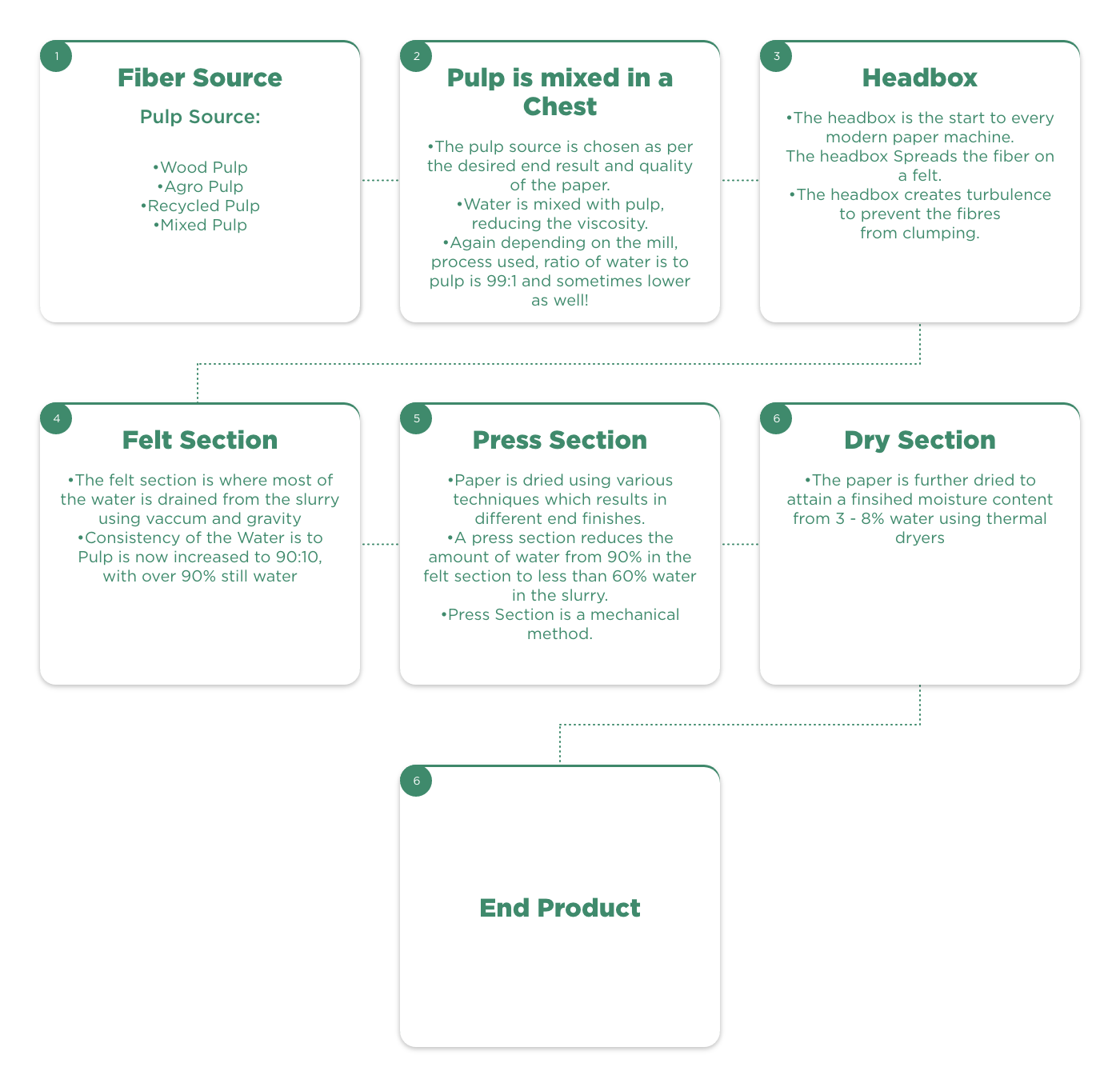
Process Flow of Paper Manufacturing Explained
Video to demonstrate the method in which paper is made.
Courtesy - SAPPI
Sources of Fibre
Whilst that’s the basic process there are lot of variables which makes the industry extremely interesting. Some of the most popular fibre sources include:
a. Wood Pulp
i. Modern day paper manufacturers manufacture paper using managed plantation/forestry wooden logs. Species of the trees used to make paper are chosen on various factors. Some of the factors involved are:
- Fibre Length of the cellulose
- Growing cycle
- Maintenance cost
- Thickness of bark
- Cellulose: Hemi Cellulose: Lignin percentage
ii. What is wood comprised of Chemically:
- Cellulose ‐ 50% of the wood by weight is made up of Cellulose. During the growing phase of the tree these molecules are organised into fibrils and is crystalline in nature.
- Lignin – 22 – 33% of a softwood or 16 – 25 % of a hardwood is comprised of Lignin. Lignin in layman’s term is the adhesive that binds the individual cell together. The presence of Lignin in the final pulp used to make paper can hamper the strength and also change the color of the paper over time.
- Hemicellulose – is a part of the cellulosic complex and is the area between the lignin and the cellulose. The hemicellulose helps in increasing the fibre to fibre bond.
iii. Whilst there are many other considerations the above sum up the most prominent considerations. Cellulosic fibre is mostly classified by it’s length, broadly classified as Short Fibre and Long Fibre. The length of the fibre helps in establishing the strength of the paper, opacity, softness and other physical parameters.
-
Hardwood
- Hardwood trees are generally trees with broader leaves and are deciduous in nature. These species include Birch, Aspen, Eucalyptus, Acacia, etc.. The length of this cellulosic fibre is 1mm and there by known as Short Fibre.
- Short Fibre pulp provide better absorption and opacity
-
Softwood
- Softwood Trees are generally trees with needle like leaves and cone bearing trees. These are evergreen in nature. Species of softwood trees include Pine, Fir, Spruce, etc.. The length of this cellulosic fibre is 3 times that of a hardwood, and hence the name long fibre.
- Long Fibre pulp provide better strength


iv. Short Fibre and Long Fibre are generally blended by the paper mills to achieve the desired property in the final product. There is no fixed percentage for the same.
b. Alternative Pulp Sources

i. Modern day paper is manufactured using managed plantation/forestry
- Bamboo
- Bagasse (Sugarcane Waste)
- Wheat Straw
- Cotton

ii. Similar to Hardwood and Softwood, each of these pulp sources have cellulosic fibres that provide different fibre length and other property affecting inter fibre bonding. Sometimes alternative pulp sources are blended with traditional wood based pulp sources to achieve the desired end product.
iii. Alternative Pulp source are popular owing to some sources having lower fibre cost, due to higher yields, lower growth times, etc..
c. Recycled Pulp Sources

i. With more sophistication in waste collection and efficient sorting facilities, paper waste can be sorted and processed more efficiently, increasing the quality of recycled paper.
ii. Recycled waste is generally classified as Post Consumer and Pre Consumer. Post Consumer waste is the collection of waste after the paper/package has been consumed by the end customer and collected from the waste streams. Pre Consumer is defined as manufacturing or processing waste.
iii. Paper is made from post and pre consumer waste. Recycled Tissue is generally made from Preconsumer waste whilst News Paper and Duplex board is made from Post consumer waste.
iv. There are different subclassifications in the same and we will be happy to share the same with you if you would like to have more information about the same.
Different mechanism of making pulp
i. To add another variable, Hardwood and softwood can be processed into pulp using various Chemical and Mechanical methods. These differ as the end pulp can have vastly different properties
ii. Mechanical Pulp – It is the oldest method of making pulp, with the highest yield. Mechanical Pulp (85-95%) however the process causes a lot of damage to the fibre resulting in low strength. Commonly used Mechanical methods2
-
Refiner Mechanical Pulp (RMP)
- Wood Chips are ground between two large metal disks in a refiner
- The yield is generally very high
-
Thermo Mechanical Pulp (TMP)
- Wood chips are in a pressurized refiner and softened with steam. The same helps in mechanical separation of the Cellulose and reduces the damage to the fibres
- Results in higher fibre length than RMP but lower yield and higher energy costs
-
Chemi-Thermo Mechanical Pulp (CTMP)
- Wood chips are first chemically or Biologically treated before heating and mechanical defibration.
- The same helps in reducing the energy costs and improving the quality of the fibre over TMP
iii. Chemical Pulp - In the mechanical pulping process the goal is quite simply to get the highest fibre content. Whilst in Chemical Pulp the goal is to get only the cellulose and Hemicellulose from the wooden matrix. Yield is generally between 45 – 55% and hence the higher costs. The pulp produced using the said process helps in increasing fibre length, strength and also easier to bleach.
-
Kraft Pulp – The wood chips are first treated in an alkaline solution where the
chemicals are attacking the lignin to separate it from the cellulosic complex. The
process aims at recovering most of the chemicals used to bring down the cost
associated and increase efficiency.
- Wood Chips are ground between two large metal disks in a refiner
- The yield is generally very high
- Sulphite Pulp – Is the oldest form of chemical pulp, before the invention of the recovery boiler (used in the kraft pulping process). The Sulphite pulp has a higher yield and is easier to bleach but lower fibre strength
- Semi – Chemical Pulp – similar to CTMP, however the wood chips are further treated with chemicals before being ground to pulp. The same helps in extracting part of the lignin, however lowers the yield from a CTMP process
A process illustration:
A process illustration.
A video on Fibers:
A video on Fibers.
Pulp Chest
- A pulp chest is where the paper mixes different pulp sources and chemical additives. The papermaker can also manufacture using a single source and use the chest to only decrease the consistency of the pulp by adding water
- In certain grades of Tissue, we blend hardwood and softwood in different ratios to achieve higher strength, softness and absorption.
- In certain packaging grades we use over 5 kinds of pulp source whilst making the board
Drying Paper
- Over the last 200 Years the drying of paper has turned to be a game changer for the industry. In the process of paper making we start at close to 99% consistency water and 1% pulp, and we arrive at 90 – 95% fibre and 10 – 5% moisture.
- Drying can take place through pressing, vacuum and heating elements. Each of them affect the end result. Too much pressing and vacuum will reduce the bulk whilst excessive heat will be expensive and can burn the fibrils.
-
The drying process chosen can also result in changing the end feel of the paper. It
is the different drying sections that change the grade of paper.
-
Machine Finished and Machine glazed paper are caused by altering the drying
process
-
Machine Finished
- The drying of the paper happens using drying sections and rollers resulting in a uniform smoothness and dryness on both sides
-
Machine Glazed
-
The paper has been dried against a highly polished drying
cylinder commonly known as the Yankee. This results in
having one side of the paper a smooth and glossy appearance
and the remains relatively rough.
-
The paper has been dried against a highly polished drying
cylinder commonly known as the Yankee. This results in
having one side of the paper a smooth and glossy appearance
and the remains relatively rough.
-
Hand Made Paper
-
Hand made paper is made using traditional paper making
process before the invention of the fourdriner machine. The
process can be illustrated in the following video:
-
Hand made paper is made using traditional paper making
process before the invention of the fourdriner machine. The
process can be illustrated in the following video:
-
Machine Finished
-
Machine Finished and Machine glazed paper are caused by altering the drying
process
The paper is still manufactured around the world and is used in fine stationary, gift bags, tags and labels.